電氣控制設(shè)計(jì)PLC污水處理系統(tǒng)
發(fā)布日期:2015-08-19 14:45 瀏覽次數(shù):
水污染是我國城市面臨的嚴(yán)重環(huán)境問題,它不僅危害人民的身體健康��,還抑制了我國經(jīng)濟(jì)的發(fā)展��,破壞了生態(tài)平衡��,并容易導(dǎo)致水荒的發(fā)生�。城市污水處理設(shè)施的建設(shè)是現(xiàn)代化城市經(jīng)濟(jì)發(fā)展和水資源保護(hù)不可缺少的組成部分��,工業(yè)污水由于成分復(fù)雜�,有害污染物多�,處理難度大��,一直是企業(yè)發(fā)展壯大的瓶頸��。為了實(shí)現(xiàn)污水處理的過程能在惡劣的環(huán)境中(溫差大�、污水水質(zhì)水量變化大、電網(wǎng)電壓波動(dòng)大�、電氣干擾嚴(yán)重)能夠連續(xù)、穩(wěn)定�、可靠、準(zhǔn)確地工作�,對(duì)控制系統(tǒng)的要求有著比一般的過程控制系統(tǒng)更高的要求。
隨著計(jì)算機(jī)控制技術(shù)的發(fā)展�,可以對(duì)污水處理實(shí)現(xiàn)日常的信息化管理。針對(duì)湖北宜都高壩洲污水廠污水處理系統(tǒng)��,南京康卓環(huán)境科技有限公司設(shè)計(jì)一套基于工業(yè)以太網(wǎng)和profibus總線的污水處理自控系統(tǒng)��,對(duì)污水處理過程進(jìn)行自動(dòng)控制和遠(yuǎn)程監(jiān)視��。系統(tǒng)采用模糊pid控制方法��,結(jié)合了模糊控制方法的動(dòng)態(tài)性能和pid控制算法的穩(wěn)態(tài)性能��,由上位機(jī)和現(xiàn)場(chǎng)設(shè)備構(gòu)成�。
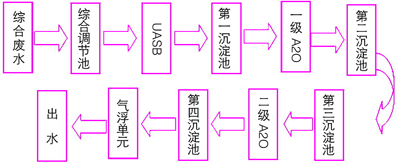
2 污水處理工藝流程
污水處理是一個(gè)復(fù)雜的大滯后的生化反應(yīng)過程,如果通過機(jī)理的方法�,建立精確的數(shù)學(xué)模型是很復(fù)雜的,而采用一般的控制方法�,大滯后問題又很難被解決。此外�,還有加混凝劑和曝氣等裝置以及污泥的處置單元來收集各個(gè)沉淀池的污泥。
3 污水處理控制系統(tǒng)總體方案
污水處理控制部分由中央控制室��、風(fēng)機(jī)房��、污泥處理房構(gòu)成��。中央控制室里面設(shè)置中央控制的plc和裝有wincc組態(tài)軟件的上位機(jī)以及電氣控制柜�。風(fēng)機(jī)房里面設(shè)置一個(gè)遠(yuǎn)程i/o控制站和風(fēng)機(jī)部分的電氣柜。污泥處理房設(shè)置一個(gè)遠(yuǎn)程i/o控制站和污泥機(jī)的電氣控制柜��。
如圖2所示�,系統(tǒng)采用以太網(wǎng)和現(xiàn)場(chǎng)總線混合型結(jié)構(gòu),現(xiàn)場(chǎng)層的通信采用profibus-dp主/從協(xié)議��,使用屏蔽雙絞線作為傳輸介質(zhì)�,不同的子網(wǎng)和不同介質(zhì)之間可通過藕合器或接口模塊連接。過程監(jiān)控層使用以太網(wǎng)協(xié)議�,通過帶有雙網(wǎng)卡的plc進(jìn)行通信協(xié)議的轉(zhuǎn)換,一塊網(wǎng)卡為profibus-dp網(wǎng)卡(自帶),另一塊為以太網(wǎng)卡(cp343-1)�。因此,plc作為現(xiàn)場(chǎng)總線中的一個(gè)站��,又作為以太網(wǎng)上的一個(gè)站點(diǎn)�,而操作員站計(jì)算機(jī)和工程師站計(jì)算機(jī)不作為現(xiàn)場(chǎng)總線網(wǎng)絡(luò)中的站點(diǎn)。只作為以太網(wǎng)中的節(jié)點(diǎn)��,此網(wǎng)上的各站點(diǎn)相互之間的數(shù)據(jù)交換通過以太網(wǎng)進(jìn)行��,而現(xiàn)場(chǎng)的信息也通過以太網(wǎng)從plc的寄存器中讀取��,控制現(xiàn)場(chǎng)的參數(shù)也由以太網(wǎng)送到dp主站plc的寄存器中�,再通過主/從協(xié)議傳送到現(xiàn)場(chǎng)總線中的各從站。
中央控制室由一臺(tái)操作站兼工程師站以及一臺(tái)打印機(jī)組成��。過程plc控制系統(tǒng)主要選用西門子s7-300的產(chǎn)品��。plc的cpu選用cpu315-2dp��,它集成了profibus-dp總線的端口�,利用這個(gè)口實(shí)現(xiàn)和遠(yuǎn)程的兩個(gè)et200通信�。在plc上還配置一塊cp343-1的工業(yè)以太網(wǎng)卡,還配置一臺(tái)以太網(wǎng)交換機(jī)osm實(shí)現(xiàn)與裝有wincc的操作站以及公司級(jí)的裝有pi軟件的監(jiān)視計(jì)算機(jī)通信��。工程師站使用研華(advantech)工控機(jī)��,配西門子的以太網(wǎng)卡cp1613,以wincc6.0中文版組態(tài)軟件為開發(fā)平臺(tái)組態(tài)的控制系統(tǒng)顯示畫面�。采用基于tcp/ip協(xié)議的工業(yè)以太網(wǎng)實(shí)現(xiàn)上、下位機(jī)的通訊��,從而實(shí)現(xiàn)整個(gè)城市污水處理的管��、控一體化�。
4 控制系統(tǒng)硬件設(shè)計(jì)
plc選用西門子公司simatic s7-300的可編程序控制器進(jìn)行程序控制。cpu選用帶有profibus-dp接口的cpu315-2dp�,配有et200的遠(yuǎn)程i/o點(diǎn)。由于這個(gè)污水站中央控制室與風(fēng)機(jī)房和污泥機(jī)房都沒有超過200米��,所以當(dāng)選擇傳輸速率為1.5mbit/s的情況下�,無需選擇rs-485中繼器即可直接用profibus電纜把它們連接起來。根據(jù)工藝的需要和控制要求�,本系統(tǒng)需要數(shù)字輸入量76點(diǎn),數(shù)字輸出量44點(diǎn)�,模擬輸入點(diǎn)24點(diǎn)?�?紤]到系統(tǒng)的余量�,選用西門子的sm321的32點(diǎn)di32*24v數(shù)字量輸入模塊2塊,sm321的16點(diǎn)數(shù)字量di16*24v輸入模塊1塊�;選用sm322的do32*24v數(shù)字輸出量模塊1塊,sm322的di16*24v數(shù)字量輸出模塊1塊;sm331的8點(diǎn)ai8*12bit模擬量輸入模塊3塊�;sm332的2點(diǎn)ao2*12bit模擬量輸出模塊1塊;et200遠(yuǎn)程i/o模塊兩個(gè)�。
數(shù)字輸入模塊sm321向外提供電源,將位于現(xiàn)場(chǎng)的開關(guān)觸點(diǎn)的狀態(tài)經(jīng)過光電隔離和濾波��,將從過程傳輸來的外部數(shù)字信號(hào)轉(zhuǎn)化為內(nèi)部s7-300信號(hào)電平�。然后送至輸入緩沖器等待cpu采樣,采樣過程是信號(hào)經(jīng)過背板總線進(jìn)入到輸入映像區(qū)��。數(shù)字輸出模塊將s7-300的內(nèi)部信號(hào)電平轉(zhuǎn)化為控制過程所需的外部信號(hào)電平��。按負(fù)載回路使用的電源不同分為:直流輸出模塊��、交流輸出模塊和交直流兩用輸出模塊�。模擬量輸入模塊sm331用于將模擬量信號(hào)轉(zhuǎn)換成cpu內(nèi)部處理的數(shù)字信號(hào),一塊sm331模塊中的各個(gè)通道可以分別使用電流輸入和電壓輸入��,并選用不同的量程��。有多種分辨率可供選擇(9-15位)��,我們選擇的模塊是12位的��,分辨率不同轉(zhuǎn)換時(shí)間也不同�。
西門子的et200是基于profibus-dp現(xiàn)場(chǎng)總線的分布式i/o,可以與經(jīng)過認(rèn)證的非西門子公司生產(chǎn)profibus-dp主站協(xié)同運(yùn)行��。全集成自動(dòng)化概念和step7使et200能與西門子的其它自動(dòng)化系統(tǒng)協(xié)同運(yùn)行��,實(shí)現(xiàn)了從硬件配置到共享數(shù)據(jù)庫等所有層次上的集成�。
5 控制系統(tǒng)軟件設(shè)計(jì)
5.1 plc程序設(shè)計(jì)
plc中的程序分為操作系統(tǒng)和用戶程序,操作系統(tǒng)用來實(shí)現(xiàn)與特定的控制任務(wù)無關(guān)的功能��,處理plc的啟動(dòng)��、刷新輸入/輸出過程映像表��、調(diào)用用戶程序�、處理中斷和錯(cuò)誤、管理存貯區(qū)和處理通信等��。用戶程序由用戶在step7中生成��,然后將它下載到cpu��。
以本污水處理系統(tǒng)中的物料混合裝置典型控制流程為例��,控制順序如圖3所示��,用來將粉狀的固體物料(粉料)和液體物料(液料)按一定的比例混合在一起�,經(jīng)過一定時(shí)間的攪拌后便得到成品��。粉料和液料都用電子秤來計(jì)量�。
初始狀態(tài)時(shí)粉料秤秤斗��、液料秤秤斗和攪拌器都是空的��,它們底部的排料閥關(guān)閉�;放料倉的放料閥關(guān)閉,粉料倉下部的螺旋輸送機(jī)的電動(dòng)機(jī)和攪拌機(jī)的電動(dòng)機(jī)停轉(zhuǎn)�;q1.0到q1.4均為0狀態(tài)。
plc開機(jī)后用ob100將初始步對(duì)應(yīng)的m0.0置為1狀態(tài)��,將其余各步對(duì)應(yīng)的存儲(chǔ)器位復(fù)位為0狀態(tài)�,并將mw10和mw12中的計(jì)數(shù)預(yù)置值分別送給減計(jì)數(shù)器c0和c1。
按下啟動(dòng)按鈕i2.0�,q1.0變?yōu)?狀態(tài),螺旋輸送機(jī)的電動(dòng)機(jī)旋轉(zhuǎn)��,粉料進(jìn)入粉料秤的秤斗�;同時(shí)q1.1變?yōu)?狀態(tài),液料倉的放料閥打開��,液料進(jìn)入液料秤的秤斗��。電子秤的光電碼盤輸出與秤斗內(nèi)物料重量秤正比的脈沖信號(hào)�。減計(jì)數(shù)器c0和c1分別對(duì)粉料秤和液料秤產(chǎn)生的脈沖計(jì)數(shù)�。粉料脈沖計(jì)數(shù)值減至0時(shí)�,其常閉觸點(diǎn)閉合,粉料秤的秤斗內(nèi)的物料等于預(yù)置值�。q1.0變?yōu)?狀態(tài)��,螺旋輸送機(jī)的電動(dòng)機(jī)停機(jī)��。液料脈沖計(jì)數(shù)值減至0時(shí)��,其常閉觸點(diǎn)閉合�,液料秤內(nèi)的物料等于預(yù)置值。q1.1變?yōu)?狀態(tài)��,關(guān)閉液料倉的放料閥��。
計(jì)數(shù)器的當(dāng)前值非0時(shí)�,計(jì)數(shù)器的輸出位為1,反之為0�。粉料稱量結(jié)束后,c0的常閉觸點(diǎn)閉合�,轉(zhuǎn)換條件滿足,粉料秤從步m0.1轉(zhuǎn)換到等待步m0.2�,預(yù)置值送給c0,為下一次稱量做好準(zhǔn)備��。同樣的,液料稱量結(jié)束后�,液料秤從步m0.3轉(zhuǎn)換到等待步m0.4,預(yù)置值送給c1�。步m0.2和m0.4后面的轉(zhuǎn)換條件“=1”表示轉(zhuǎn)換條件為二進(jìn)制常數(shù)1,即轉(zhuǎn)換條件為二進(jìn)制常數(shù)1�,即轉(zhuǎn)換條件總是滿足的。因此在兩個(gè)秤的稱量都結(jié)束后��,m0.2和m0.4同時(shí)為活動(dòng)步��,系統(tǒng)將“無條件地”轉(zhuǎn)換到步m0.5��,q1.2變?yōu)?狀態(tài)��,打開電子秤下部的排料門��,兩個(gè)電子秤開始排料��,排料過程用定時(shí)器t0定時(shí)��。同時(shí)q1.3變?yōu)?狀態(tài)��,攪拌機(jī)開始攪拌�。t0的定時(shí)時(shí)間到時(shí)排料結(jié)束,轉(zhuǎn)換到步m0.6��,攪拌機(jī)繼續(xù)攪拌。t1的定時(shí)時(shí)間到停止攪拌�,轉(zhuǎn)換到步m0.7,q1.4變?yōu)?狀態(tài)��,攪拌器底部的排料門打開�,經(jīng)過t2的時(shí)間后,關(guān)閉排料門�,一個(gè)工作循環(huán)結(jié)束�。
本系統(tǒng)要求在按了啟動(dòng)按鈕i2.0后,能連續(xù)不停地工作下去��。按了停止按鈕i2.1后�,并不立即停止運(yùn)行,要等到當(dāng)前工藝周期的全部工作完成��,成品排放結(jié)束后�,再從步m0.7返回到初始步m0.0。
5.2 監(jiān)控界面設(shè)計(jì)
利用wincc6.0組態(tài)軟件開發(fā)的的污水處理監(jiān)控界面包括調(diào)節(jié)池�、厭氧池、a2/o反應(yīng)池��、四沉池�、風(fēng)機(jī)及水泵、加藥等控制界面�。
以調(diào)節(jié)池��、風(fēng)機(jī)及水泵界面為例�,工業(yè)污水在調(diào)節(jié)池中的液位可以實(shí)時(shí)監(jiān)測(cè)��,還可以通過i/o域讀取溫度��,流量及ph值等數(shù)據(jù)��。圖6中��,可以通過電機(jī)的顏色和風(fēng)機(jī)工作狀態(tài)表觀察電機(jī)的工作狀態(tài)��,實(shí)現(xiàn)手動(dòng)和自動(dòng)控制�。





 蘇公網(wǎng)安備 32011602010312號(hào)
蘇公網(wǎng)安備 32011602010312號(hào)

